

Ang China OEM custom stainless steel casting nga mga produkto pinaagi sa sand mold casting process ug CNC machining.
Ang paghulma sa balas naggamit ug berde nga balas (moist sand) o uga nga balas aron maporma ang mga sistema sa paghulma. Angberde nga sand castingmao ang labing karaan nga proseso sa paghulma nga gigamit sa kasaysayan. Sa paghimo sa agup-op, ang mga sumbanan nga hinimo sa kahoy o metal kinahanglan nga himuon aron maporma ang lungag nga lungag. Ang tinunaw nga metal dayon ibubo ngadto sa lungag aron maporma ang mga casting human sa pagpabugnaw ug solidification. Ang paghulma sa balas dili kaayo mahal kaysa ubang mga proseso sa paghulma alang sa pagpauswag sa agup-op ug bahin sa paghulma sa yunit. Ang sand casting, kanunay nagpasabot sa green sand casting (kung walay espesyal nga paghulagway). Bisan pa, karon, ang ubang mga proseso sa paghulma gigamit usab ang balas sa paghimo sa agup-op. Sila adunay ilang kaugalingong mga ngalan, sama sapaghulma sa agup-op sa kabhang, furan resin nga adunay sapaw nga sand casting (walay bake type),nawala nga foam castingug vacuum casting.
Kami adunay lain-laing mga matang sa casting alang sa imong pagpili. Kabahin sa opsyonal nga proseso alang sa imong proyekto mao ang pagpili sa proseso sa paghulma nga labing makaalagad sa imong mga panginahanglan. Ang pinakasikat nga porma mao ang sand casting nga naglakip sa paghimo ug replica sa usa ka nahuman nga piraso (o pattern) nga gi-compress sa balas ug binder additives aron maporma ang kataposang casting. Ang sumbanan gikuha human maporma ang agup-op o impresyon, ug ang metal gipaila pinaagi sa sistema sa runner aron pun-on ang lungag. Ang balas ug ang metal gibulag ug ang paghulma gilimpyohan ug nahuman alang sa pagpadala sa kustomer.
Sand Casting VS Investment Casting:
Kining duha ka proseso sa paghulma lahi sa mga materyales sa paghulma nga gigamit sa paghimo sa mga sumbanan. Ang investment casting naggamit sa wax sa paghimo sa wax replicas (mao nga gitawag usab kini nga nawala nga wax casting) nga adunay parehas nga gidak-on ug sukod sa gusto nga mga casting. Dayon ang mga replika sa talo tabonan sa balas ug mga materyales sa binder (kasagaran silica sol o baso sa tubig) aron makahimo og lig-on nga kabhang alang sa tinunaw nga metal nga pagbubo. Samtang, ang paghulma sa balas kasagarang nagsagop sa berde nga balas o uga nga balas aron maghimo usa ka haw-ang nga lungag, nga adunay parehas nga gidak-on ug sukod sa gusto nga mga bahin sa paghulma. Alang sa mga proseso sa paghulma sa balas ug pagpamuhunan, ang balas ug talo mahimong magamit pag-usab. Ang mga paghulma sa pamuhunan kasagaran adunay labi ka maayo nga sulud, geometriko ug sukat nga katukma kaysa mga paghulma sa balas.
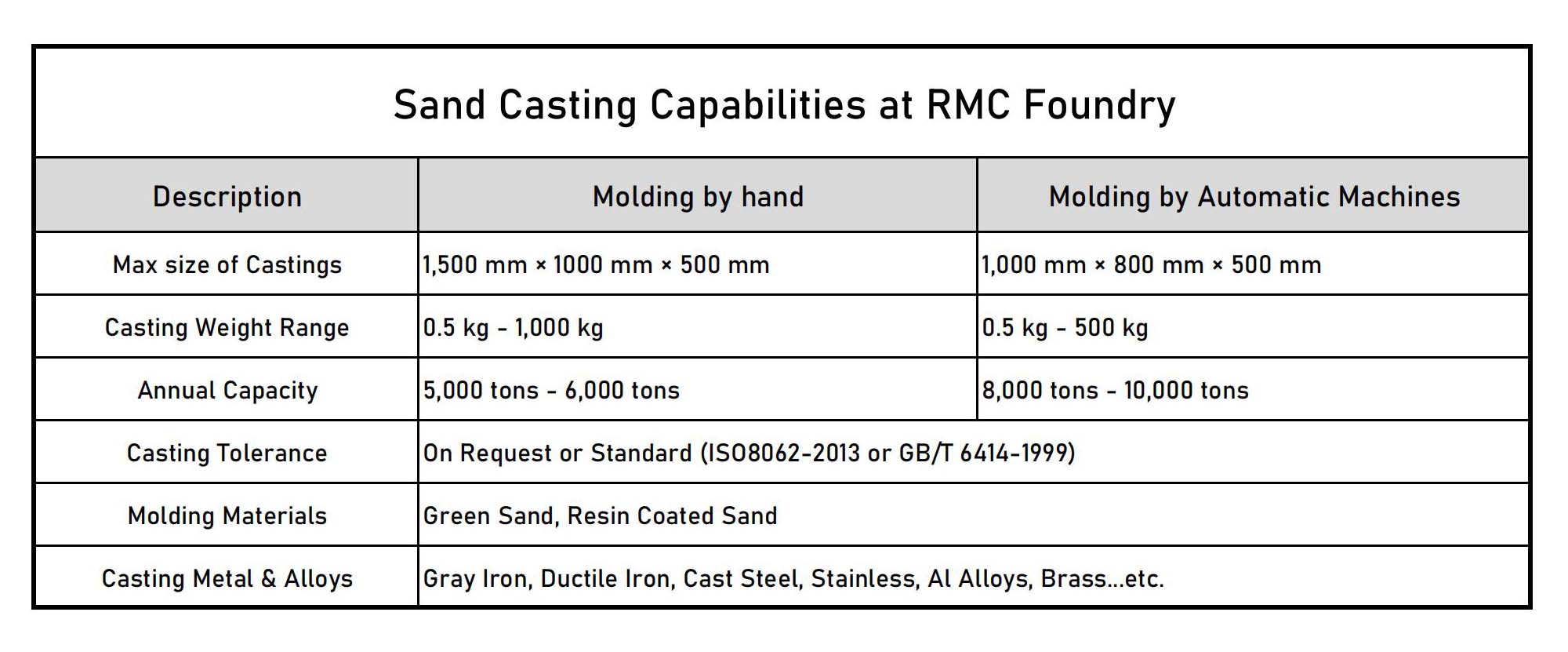
Ang mga pagtugot sa paghulma gibahin sa Dimensional Casting Tolerances (DCT) ug Geometrical Casting Tolerances (GCT). Ang among foundry gusto nga makig-istorya kanimo kung ikaw adunay espesyal nga hangyo sa gikinahanglan nga mga pagtugot. Dinhi sa mosunod mao ang kinatibuk-ang tolerance nga grado nga atong maabot pinaagi sa atong green sand casting, shell mold casting ug no-bake furan resin sand casting:
✔ Grado sa DCT pinaagi sa Green Sand Casting: CTG10 ~ CTG13
✔ Grado sa DCT pinaagi sa Shell Mold Casting o Furan Resin Sand Casting: CTG8 ~ CTG12
✔ GCT nga Grado pinaagi sa Green Sand Casting: CTG6 ~ CTG8
✔ GCT Grade pinaagi sa Shell Mold Casting o Furan Resin Sand Casting: CTG4 ~ CTG7
Mga Kaayohan sa Proseso sa Sand Casting
1- Ubos nga Gasto tungod sa barato ug ma-recycle nga mga materyales sa agup-op ug yano nga kagamitan sa produksiyon.
2- Lapad nga sakup sa gibug-aton sa yunit gikan sa 0.10 kg hangtod sa 500 kg o mas dako pa.
3- Nagkalainlain nga Istruktura gikan sa yano nga tipo hangtod sa komplikado nga tipo.
4- Angayan alang sa mga kinahanglanon sa produksiyon sa lainlaing gidaghanon.
| Mga Materyal alang sa Proseso sa Sand Casting sa RMC Foundry | |||
| Kategorya | Grado sa China | Grado sa US | Grado sa Alemanya |
| Ferritic Stainless Steel | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Martensitic Stainless Steel | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Austenitic nga stainless steel | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.4404, 4.4406 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Pagpagahi sa ulan Stainless Steel | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Duplex nga Stainless Steel | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |

Sand Mold Casting Foundry






{kind=link}