



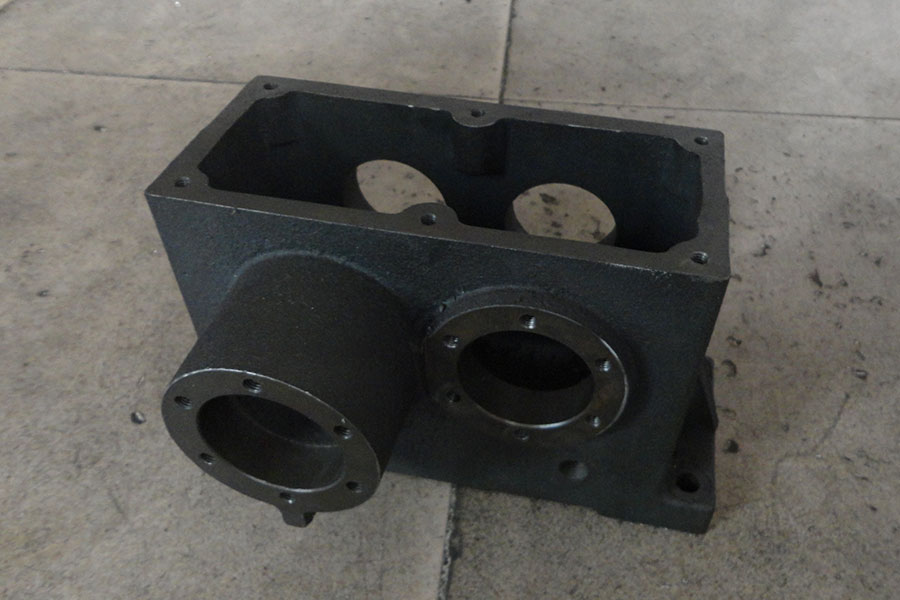
Gray nga cast iron nga mga produkto niproseso sa paghulma sa balasug CNC machining.
Ang gray nga cast iron gihinganlan sa gray nga kolor sa bali nga naporma niini. Ang gray nga cast iron gigamit alang sa mga balay diin ang katig-a sa sangkap mas hinungdanon kaysa sa kusog nga tensile niini, sama sa internal combustion engine cylinder blocks, pump housings, valve body, electrical boxes, counter weights ug decorative castings. Ang gray nga cast iron nga taas nga thermal conductivity ug piho nga kapasidad sa ulo kanunay nga gipahimuslan sa paghimo sa cast iron cookware ug disc brake rotors.
Ang kasagaran nga kemikal nga komposisyon aron makakuha og graphitic microstructure mao ang 2.5 ngadto sa 4.0% nga carbon ug 1 ngadto sa 3% nga silicon sa gibug-aton. Ang graphite mahimong mag-okupar sa 6 ngadto sa 10% sa gidaghanon sa gray nga puthaw. Ang silikon importante sa paghimo sa gray nga puthaw sukwahi sa puti nga cast iron, tungod kay ang silicon usa ka graphite stabilizing element sa cast iron, nga nagpasabot nga kini makatabang sa alloy nga makagama og graphite imbes sa iron carbide; sa 3% silicon halos walay carbon nga gihuptan sa kemikal nga kombinasyon uban sa puthaw.
Ang graphite adunay porma sa usa ka three-dimensional flake. Sa duha ka dimensyon, ingon nga ang usa ka gipasinaw nga nawong makita sa ilawom sa usa ka mikroskopyo, ang mga graphite flakes makita ingon mga maayong linya. Ang mga tumoy sa mga tipik nagsilbing mga preexisting notches; busa, kini brittle. Ang presensya sa mga graphite flakes naghimo sa Gray Iron nga dali nga machinable tungod kay kini dali nga mabuak sa mga graphite flakes. Ang gray nga puthaw usab adunay maayo kaayo nga kapasidad sa pagpamasa ug busa kini kasagarang gigamit ingon nga base sa mga gamit sa makina.
Gray nga Cast Iron Mechanical Properties | |||||||
| Butang sumala sa DIN EN 1561 | Sukda | Unit | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Kusog nga Tensile | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0.1% Kalig-on sa Abot | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Elongation Kusog | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| Compressive Kusog | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% Compressive Kusog | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Flexural nga Kusog | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Pag-shear Stress | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Mga modulo sa pagkamaunat-unat | E | GPa | 78 – 103 | 88 – 113 | 103 – 118 | 108 – 137 | 123 – 143 |
| Numero sa Poisson | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Brinell katig-a | HB | 160 – 190 | 180 – 220 | 190 – 230 | 200 – 240 | 210 – 250 | |
| Kalig-on | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| Pagbag-o sa tensyon ug presyur | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Pagbali nga Kusog | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Densidad | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |
Ang paghulma sa balas naggamit ug berde nga balas (moist sand) o uga nga balas aron maporma ang mga sistema sa paghulma. Ang green sand casting mao ang karaan nga proseso sa casting nga gigamit sa kasaysayan. Sa paghimo sa agup-op, ang mga sumbanan nga hinimo sa kahoy o metal kinahanglan nga himuon aron maporma ang lungag nga lungag. Ang tinunaw nga metal dayon ibubo ngadto sa lungag aron maporma ang mga casting human sa pagpabugnaw ug solidification. Ang paghulma sa balas dili kaayo mahal kaysa ubang mga proseso sa paghulma alang sa pagpauswag sa agup-op ug bahin sa paghulma sa yunit. Ang sand casting, kanunay nagpasabot sa green sand casting (kung walay espesyal nga paghulagway). Bisan pa, karon, ang ubang mga proseso sa paghulma gigamit usab ang balas sa paghimo sa agup-op. Sila adunay ilang kaugalingong mga ngalan, sama sapaghulma sa agup-op sa kabhang, furan resin nga adunay sapaw nga sand casting (walay bake type),nawala nga foam castingug vacuum casting.
Mga Kapabilidad sa Sand Casting sa RMC Foundry | ||
| Deskripsyon | Paghulma pinaagi sa Manwal | Paghulma pinaagi sa Automatic Machines |
| Max nga gidak-on sa Castings | 1,500 mm × 1000 mm × 500 mm | 1,000 mm × 800 mm × 500 mm |
| Sakup sa Timbang sa Casting | 0.5 kg - 1,000 kg | 0.5 kg - 500 kg |
| Tinuig nga Kapasidad | 5,000 ka tonelada - 6,000 ka tonelada | 8,000 ka tonelada - 10,000 ka tonelada |
| Pag-agwanta sa Paghulma | On Request or Standard (ISO8062-2013 o GB/T 6414-1999) | |
| Mga Materyal sa Paghulma | Berde nga Balas, Resin nga adunay sapaw nga Balas | |
| Paghulma sa Metal ug Alloys | Gray nga Iron, Ductile Iron, Cast Steel, Stainless Steel, Alloys, Brass, Bronze...etc. | |
Ang mga Bentaha sa Sand Casting:
- ✔ Ubos nga Gasto tungod sa barato ug ma-recycle nga mga materyales sa agup-op ug yano nga kagamitan sa produksiyon.
- ✔ Malapad nga unit nga gibug-aton gikan sa 0.10 kg hangtod sa 500 kgs o mas dako pa.
- ✔ Nagkalainlain nga Istruktura gikan sa yano nga tipo hangtod sa komplikado nga tipo.
- ✔ Angayan alang sa mga kinahanglanon sa produksiyon sa lainlaing gidaghanon.
Pagkamatugtanon nga Nakab-ot sa Sand Castings:
Ang mga pagtugot sa paghulma gibahin sa Dimensional Casting Tolerances (DCT) ug Geometrical Casting Tolerances (GCT). Ang among foundry gusto nga makig-istorya kanimo kung ikaw adunay espesyal nga hangyo sa gikinahanglan nga mga pagtugot. Dinhi sa mosunod mao ang kinatibuk-ang tolerance nga grado nga atong maabot pinaagi sa atong green sand casting, shell mold casting ug no-bake furan resin sand casting:
- ✔ Grado sa DCT pinaagi sa Green Sand Casting: CTG10 ~ CTG13
- ✔ Grado sa DCT pinaagi sa Shell Mold Casting o Furan Resin Sand Casting: CTG8 ~ CTG12
- ✔ GCT nga Grado pinaagi sa Green Sand Casting: CTG6 ~ CTG8
- ✔ GCT Grade pinaagi sa Shell Mold Casting o Furan Resin Sand Casting: CTG4 ~ CTG7
Metal & Alloys nga Grado para sa Sand Casting Proseso | |
| Metal ug Alloys | Popular nga Grado |
| Gray nga Cast Iron | GG10~GG40; GJL-100 ~ GJL-350; |
| Ductile (Nodualar) Cast Iron | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Austempered Ductile Iron (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Carbon Steel | C20, C25, C30, C45 |
| Alloy nga Steel | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Stainless Steel | Ferritic Stainless Steel, Martensitic Stainless Steel, Austenitic Stainless Steel, Precipitation Hardening Stainless Steel, Duplex Stainless Steel |
| Aluminum Alloys | ASTM A356, ASTM A413, ASTM A360 |
| Brass / Copper-based Alloys | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Standard: ASTM, SAE, AISI, GOST, DIN, EN, ISO, ug GB | |

-
Gray nga Cast Iron Sand Casting Product
-
Gray nga Cast Iron Shell Casting Product
-
OEM Gray Cast Iron Casting
-
Alloy Steel Resin nga adunay sapaw nga Sand Casting Crankshaft
-
Alloy Steel Sand Castings
-
Alloy Steel Truck Parts pinaagi sa Sand Casting ug CNC...
-
Carbon Steel Sand Casting Company
-
Cast Steel Balas Casting
-
Aluminum Alloy Sand Casting








